
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
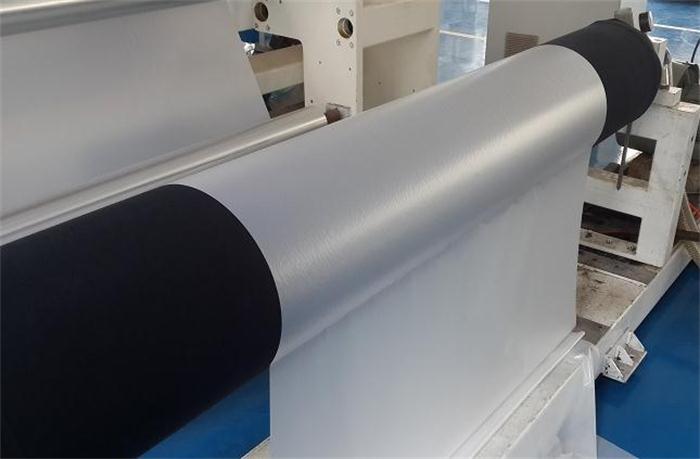
真空吸附辊装配尺寸链中装配精度就是封闭环。
真空吸附辊产品通常都比较复杂,为便于装配和提高装配效率,整个产品多划分为若干部件,装配工作分为部件装配和总装配,因此,应分别建立产品总装尺寸链和部件装配的尺寸链。产品总装尺寸链以产品精度为封闭环,以总装中有关零部件的尺寸为组成环。

真空吸附辊部件装配尺寸链以部件装配精度要求为封闭环(总装时则为组成环),以有关零件的尺寸为组成环,这样分层次建立的装配尺寸链比较清晰,表达的装配关系也更加清楚。床头箱主铀与尾座套简中心线等高示意图真央套维孔轴心级顶尖套外因柱面轴心线尾座孔轴心线主轴箱体孔轴心线主轴前锥孔轴心线安装主轴箱的平导轨面安装尾座的平导轨面
图中为车床头尾座中心线等高的装配尺寸链。图中各组成环的意义如下:
A1:主轴轴承孔轴心线至底面的距离;
A2:尾座底板厚度; A3:尾座孔轴心线至底面的距离;
e1:主轴滚动轴承外圈内滚道对其外圆的同轴度误差;顶尖套锥孔相对外圆的同轴度误差;
e2:顶尖套与尾座孔配合间隙引起的偏移量(向下)
e3:床身上安装主轴箱和尾座的平导轨之间的等高度。通常由于
e4:的公差数值相对于 A ~ A ,的公差很小,故装配尺寸链可简化成图所示。

由尺寸链的基本理论可知,封闭环公差等于各组成环公差之和。当封闭环公差一定时,组成环越少,每环分到的公差越大,就越容易加工,遵守这条原则的理想方案是每个相关零件上仅有一个尺寸作为相关尺寸,即用相关零件上装配基准间的尺寸作为相关尺寸。同理,对于总装配尺寸链来说,一个部件也应当只有一个尺寸参加尺寸链。现举例说明。
尾座套筒装配时,要求后盖了装人后螺母2在尾座套筒内的轴向窜动不大于某一数值。如果后盖尺寸标注不同,就可建立两个不同的装配尺寸链。图c较图b多了一个组成环,其原因是和封闭环 A 。直接有关的凸台高度A由尺寸B和B间接获得,即相关零件上同时出现两个相关尺寸,这是不合理的。

当真空吸附辊同一装配结构在不同位置方向有装配精度要求时,应按不同方向分别建立装配尺寸链。例如常见的蜗杆副结构,为保证正常啮合,蜗杆副中心距、轴线垂直度以及蜗杆轴线与蜗轮中心平面的重合度均有定的精度要求,这是三个不同位置方向的装配精度,因而需要在三个不同方向分别建立尺寸链。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论