
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
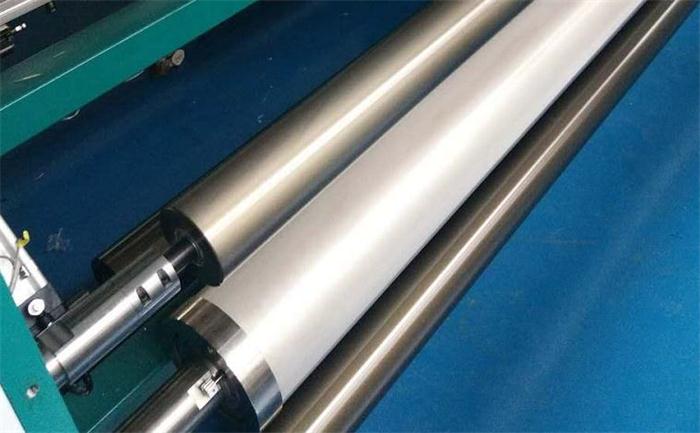
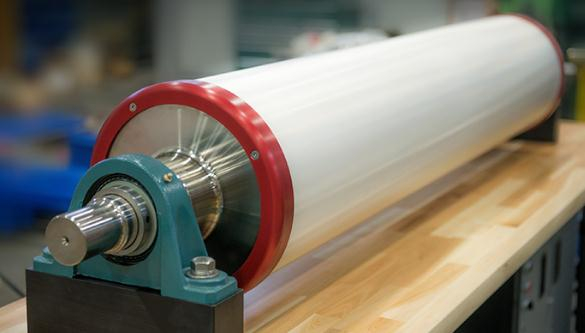
获得高精度气胀轴主轴部件的关键在于提高轴承精度。精度高的机床可采用高精度的滚动轴承,精密机床主轴可采用高精度的多油楔动压轴承和静压轴承。在气胀轴主轴部件的制造中,注意提高主轴轴颈、箱体支承孔及与轴承相配合零件有关表面的加工精度,在主轴部件的装配中,可通过调整轴承的径向圆跳动,使其误差相互补偿或抵消,以提高主轴回转精度。

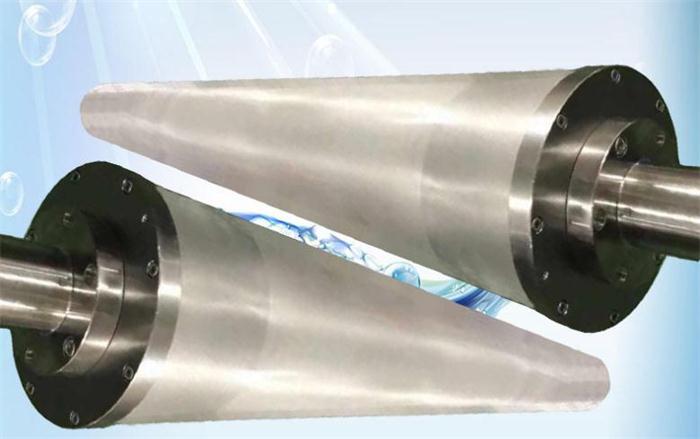
对于精密机床,一般都采取轴承预加载荷的方法来消除其间隙,甚至造成一定的过盈,实质上也就是通过提高轴承刚度来提高回转精度。当然,预加载荷的大小必须严格控制,当其超过某一限度后,进一步增加过盈,对回转精度作用不明显,反而会使轴承工作时发热,降低气胀轴加工精度。

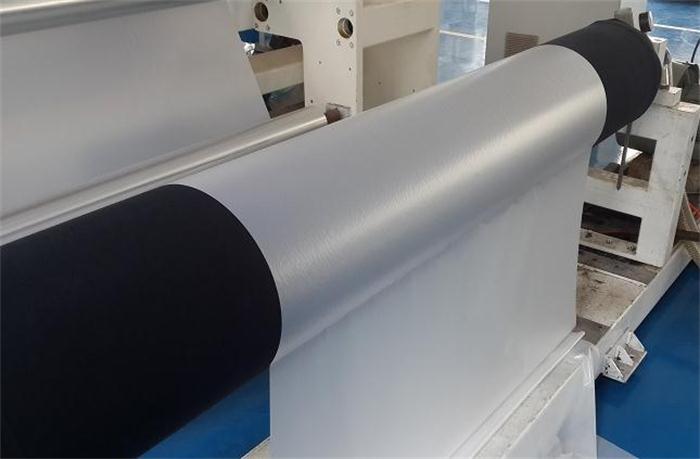
这是气胀轴生产中常采用的办法,即工件的回转成形运动不是靠机床主轴的回转运动来实现,而是靠工件的定位基准或被加工面本身与夹具定位元件组成的回转运动副来实现,这样,机床主轴部件的误差就不再对工件的回转运动产生影响,使组成回转运动的零件最少,误差因素也最少,因而可提高回转精度。
如采用死顶尖磨外圆。气胀轴工件以其顶尖孔支承在不动的前后顶尖上,由拨销带动回转,这时工件的回转轴线由两个死顶尖决定。理论上讲,回转轴线是固定不变的,可加工出高精度的外圆。

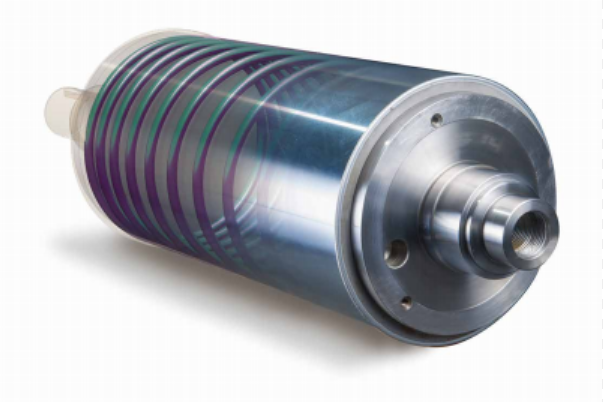
但是,当两顶尖孔存在形状误差(如圆度、角度误差等),或两顶尖孔不同轴时,都会因接触不良,而使工件轴线变动,造成气胀轴加工面的圆度误差。故磨削外圆时提高顶尖孔质量,保证两顶尖孔的同轴度,对保证工件的形状精度非常重要。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论