
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
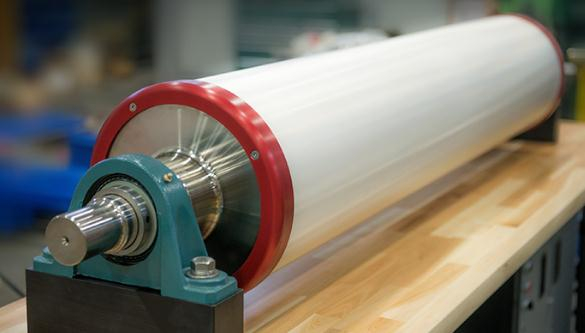
磨齿是吸附辊精加工淬硬精密(5级以上)齿轮的重要方法。加工精度高,可达6-3级。吸附辊表面粗糙度可达 Ra0.8-0.2um。磨齿的加工方法不同于剃齿,不采用自由带动的方法,而是用强制性的传动链。因此,它的加工精度不直接决定于毛坯(即磨前齿轮)精度。但加工成本高,生产率低。

磨齿方法很多,根据磨齿原理的不同可分为成形法和展成法两类。成形法是用成形砂轮磨齿的方法,目前吸附辊生产中应用较少,但是它又是磨削内齿轮和特殊齿轮时不得不采用的办法。展成法主要是利用齿轮与齿条啮合原理进行加工的方法,这种方法是将砂轮的工作面构成假想齿条轮齿的单侧或双侧表面,在砂轮与工件的啮合运动中,砂轮的磨削平面包络出齿轮的新开线齿面。下面介绍展成法磨齿的几种方法。
两片碟形砂轮倾斜安装后,即构成假想齿条的两个齿面。磨齿时,砂轮只在原位旋转,展成运动工件的往复移动和相应的正反转动,是通过滑座和由框架、滚圆盘及钢带组成的滚圆盘钢带机构来实现的。为了磨出全齿宽,吸附辊工件通过工作台实现轴向的慢速进给运动。
当一个齿槽的两侧齿面磨完后,工件快速退离砂轮,经分度机构分齿后,再进人下一个齿槽反向进给磨齿。这种磨齿方法的展成运动由于传动环节少,传动链的误差小,加之滚圆盘容易制造得精确,所以吸附辊展成运动精度高,分度机构精确,加工精度可达5-4级。但由于碟形砂轮刚性较差,每次进给磨去的余量很少,故生产率很低。

这是一种用大平面砂轮端面磨齿的方法,由于轮直径较大(400-800mm),磨齿时不需要沿齿槽方向作进给运动。磨齿的展成运动是用精密渐开线凸轮作为靠模,砂轮的工作端面垂直放置,相当于假想齿条的单侧齿面,吸附辊工件在旋转的同时应沿假想齿条的节线方向移动,使齿轮的节圆在节线上作纯滚动。磨完一个齿后,工件主轴转过分度板上一个齿或几个齿,用定位爪精确定位。在磨完所有齿的一个侧面以后,再把工件调头安装,磨齿的另一侧面。大平面砂轮磨齿机精度很高。
因为它的展成运动、分度运动的传动链短,再加上它没有砂轮与工件间的轴向运动,机床的结构简单,可以磨出4-3级精度的齿轮。由于它没有轴向运动,因此只能磨削吸附辊齿宽较窄的齿轮。它常用于磨削各种插齿刀和剃齿刀。大平面砂轮磨齿机上要磨修缘齿和鼓形齿是比较方便的。前者只要用样板将平面修成相应的曲线形状,后者只要将砂轮修整成内锥面状。

这种磨齿方法所用砂轮的齿形相当于想齿条的一个齿廓,砂轮一方面高速旋转(n0),一方面沿齿宽方向作往复移动(v)。被磨齿轮放在假想齿条啮合的位置,一面旋转(w),一面移动(v),实现吸附辊展成运动。磨完一个齿后,工件还需作分度运动,以便开始磨削另一个槽,直至磨完全部轮齿为止。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论