
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
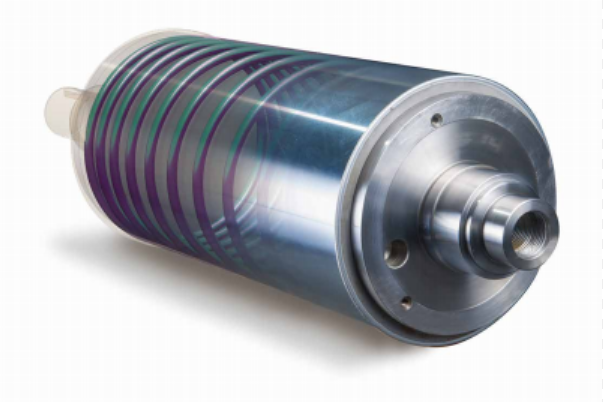
真空辊轴类零件批量较大时,多采用多刀切削和仿形加工。图中为多刀切削;仿形加工。多刀切削是指用两把或两把以上刀具同时加工真空辊工件上的几个表面。多刀切削可以把几个工步合并起来,使机动时间重叠。要指出的是,这种加工方法调整刀具时间较多,且切削力较大,要求机床的刚性及功率要大。

仿形加工是指按预制的仿形靠模顺序将工件外形加工出来的方法。它有机械靠模仿形和液压随动靠模仿形。液压仿形加工可在液压半自动车床上进行,也能在卧式多刀切削车床上采用液压仿形刀架来实现。液压仿形加工不仅能大大减少零件加工的辅助时间,而且产品质量稳定,调整方便,减轻了工人的劳动强度,因此已成为提高真空辊轴类零件外圆车削生产率的重要方法。
高速磨削、强力磨削和砂带磨削等加工方法可使真空辊磨削加工效率大幅度地提高。通常将砂轮线速度高于60-80m/s 的磨削,称为高速磨削。高速磨削有以下特点:
砂轮速度提高后,单位时间进入磨削的磨粒数成比例地增加,如果还保持每颗磨粒切屑厚度与普通磨削相同,则进给量可以成比例加大,磨削时间相应缩短。
砂轮速度提高后,若进给量仍与普通磨削相同,则每颗磨粒切去的切屑厚度减小,每颗磨粒承受的切削负荷也就小了。磨粒切削能力相对提高,则每次修整砂轮后可以磨去更多的金属。
因为每颗磨粒切削厚度变小,表面切痕深度浅,表面粗糙度值小,作用在工件上的法向磨削力也相应碱小,所以又可提高真空辊加工精度。

但高速磨削对砂轮、机床均有一些特殊要求,应予充分注意:
1、必须提高砂轮的强度,以免砂轮因离心力而破裂,按切削速度规范选用砂轮。
2、砂轮主轴的轴承间隙要适当加大,冷态间隙为0.04-0.05mm,热态间隙为0.03mm左右。
3、砂轮防护罩应加厚,开口角度减少,以确保安全。
4、改善切削液供给方式高速磨削区温度极高,而砂轮周围因高速回转形成一股强大气流,切削液不易进人磨削区。须采用特殊喷嘴且增加切削液流量和压力。强力磨削采用较高的砂轮速度,较大的磨削深度,一次切深可达6mm以上。进给量较小,直接从真空辊毛还上磨出加工表面。它可“以磨代车”、“以磨代铣,面且效率比车削铣削高。

强力磨削力及磨削热比高速磨削显著增加,因此除提高电动机功率外,还要加强砂轮防护罩的强度和加大切削液的供应量,而且还需合理选择砂轮和加强机床刚度等措施,以免发生危险。砂带磨削是用涂满砂料的环形带状布(即砂带)作为切削工具的一种加工方法。
它是多刀多刃连续切削,因而砂带磨床加工效率超过车、铣、刨等通用机床加工效率,几乎领先于所有金属切削机床。砂带磨削时,砂带和工件是弹性接触,砂带不能修整,故其加工精度要低于砂轮磨削。

砂带磨削真空辊常用的有三种方式。砂带磨削所用设备简单,加工成本低,只是砂轮磨削的三分之一。因磨粒经静电植砂后儿乎垂直于基底排列,因而容屑间隙大。砂带寬度与周长均超过普通砂轮,因而散热条件好。
加工效率特别高,功率利用率达95%;另外,砂带磨削更换砂带方便,使用安全。其缺点是砂带易磨损。轴类零件表面质量和加工精度要求已越来越高,因而应对其进行光整加工,光整加工方法有高精度磨削、超精加工、研磨、滚压等
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论