
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
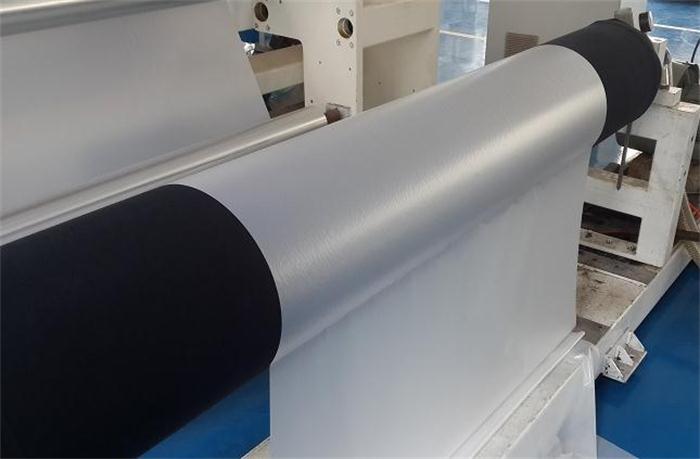
涂布真空辊在加工过程中需严格按照制定工艺进行加工,长度与直径之比大于20( L/D>20)的轴称为细长轴。细长轴零件由于长径比大,刚性差,涂布真空辊在切削过程中极易产生弯曲变形和振动;且加工中连续切削时间长,刀具磨损量大,不易获得良好的加工精度和表面质量。
车削细长轴不论对刀具、机床精度、辅助工具的精度、切削用量的选择,以及工艺安排、具体操作技能等都应有较高的要求。可以说细长轴加工是一项工艺性较强的综合技术。为了确保加工质量,一般在车削细长轴外圆时采取以下措施。

在车削涂布真空辊细长轴时,一般均采用一头夹和一头顶的装夹方法。同时在卡盘的卡爪下面垫人直径约为4mm的钢丝,使工件与卡爪之间为线接触,避免工件夹紧时被卡爪夹坏。尾座顶尖采用弹性活顶尖,使工件在受热变形而伸长时,顶尖能轴向伸缩,以补偿工件的变形,减小工件的弯曲。

使用三爪支承的跟刀架车削涂布真空辊细长轴能大大提高工件刚性,防止工件弯曲变形和抵消加工时径向切削分力的影响,减少振动和工件变形。使用跟刀架必须仔细调整好,保证跟刀架的支承爪与工件表面保持良好的接触,跟刀架中心高与机床顶尖中心须保持同一水平度,若跟刀架的支承爪在加工中磨损,应及时做好调整。

车削细长轴时改变进给方向,使中滑板由车头向尾座移动(反向进给车削),这样,刀具施加于工件上的轴向力方向朝向尾座,工件已加工部位受轴向拉伸,轴向变形则可由尾座弹性顶尖来补偿,减少了涂布真空辊工件弯曲变形。跟刀架支派块进给力向759图﹣11反向进给车削法

4、车刀的几何形状和角度要确定好
在不影响刀具强度的情况下,为减少切削力和降低切削热,车削涂布真空辊细长轴的车刀前角应选择大些,一般取V0=15°-30°;尽量增大主偏角,一般取 Kr=80°-93°;车刀前面应开有断屑,以便较好地断屑;刃倾角选用要合理,这样能使切屑顺利流向待加工表面,并保持卷屑效果良好
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论