
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
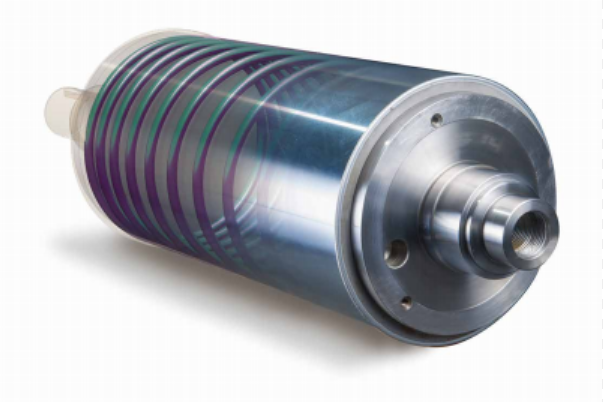
在真空辊工艺系统的热变形中,以机床的热变形最为复杂,这是由于机床在工作中,受到内外多种热源的影响,以及机床结构的复杂性。各部件热源不同,形成不均匀的温度场,使机床各部件之间的相对位置发生变化,破坏了机床原有的几何精度而造成真空辊加工误差。

当机床各部件的热源发热量在单位时间内基本不变时,机床运转一段时间后传人各部件的热量与由各部件散发的热量相等或接近时,各部件的温度便停止上升而达到热平衡状态,各部件的变形也就停止。由于机床各部件的尺寸差异较大,它们达到热平衡所需的时间各不相同。
一般机床,如车床、磨床等,其空运转的热平衡时间为4-6h,中小型精密机床为1-2h,大型精密机床往往要超过12h,甚至达数十小时。机床类型不同,其所受的主要热源也不相同,热变形对加工精度的影响也不同。

车、铣、钻、筐类机床的主要热源是主轴箱。主轴箱中的齿轮、轴承摩擦发热而传给润滑油的热,使主轴箱及与之相连的床身或立柱的温度升高而产生较大的热变形。例如,车床主轴箱的温升将使主轴抬高;主轴前轴承的温升高于后轴承又使主轴倾斜;主轴箱的热量传给床身及床身导轨运动副之间的摩擦使床身导轨向上凸起,又进一步使主轴向上倾斜。最终导致主轴回转轴线与导轨的平行度误差,使加工后的真空辊工件产生圆柱度误差。

各类磨床通常都采用液压传动系统和高速回转磨头,并使用大量的冷却液。因此其主要热源是液压系统和高速磨头的摩擦热,以及冷却液带来的磨削热。砂轮架主轴承的温升,将使主轴轴线升高并使砂轮架向工件方向趋近,致使被磨真空辊工件产生直径误差。
外圆磨床工件头架运转温升产生的热变形大于尾座的热变形,使工件回转轴线与工作台运动方向不平行,磨出的工件产生锥度;平面磨床床身的热变形决定于油池安放位置及导轨副的摩擦热,当油池不放在床身内时,导轨上面温度高于下部,床身将中凸。
当油池放在床身内时,如果导轨下部温度高于上部,会使床身中凹,它们都将使磨后真空辊工件的平面产生平面度误差。双端面磨床的冷却液喷向床身中部的顶面,使其局部受热而产生中凸变形,从而使两砂轮的端面产生倾斜。

大型机床如导轨磨床、龙门铣床、龙门刨床等,因床身较长,如导轨面与底面稍有温差,就会产生较大的弯曲变形,故床身热变形是影响加工精度的主要因素。其热源不仅是工作台运动时导轨面摩擦热,环境温度也有很大影响,当车间温度高于地面温度时床身呈中凸,反之则呈中凹,外,如机床局部受阳光照射,而且照射部位还随时间变化,就会引起床身各部位不同的热变形。在这种情况下,加工后真空辊工件表面将产生形状误差和位置误差。

加工中心机床是一种高效率机床,能在不改变工件装夹的条件下对真空辊工件进行多面、多工位的加工。加工中心机床由于转速高,内部有很大的热源,自动化程度高,使它的散热时间极少,工序集中的加工方式和高的加工精度又不允许有大的热变形,所以,在加工中心机床上采取了很多防止和减少真空辊热变形的措施。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论