
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
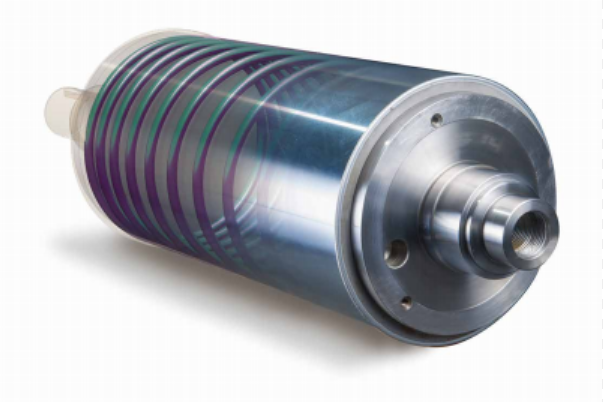
剃齿是根据一对轴线交叉的螺旋齿轮啮合时,沿齿向有相对滑动而建立的一种加工方法。剃齿刀实质上是一个高精度的螺旋齿轮,如图所示。在齿面上沿渐开线方向开了很多小槽,以形成切削刃。剃齿刀与工件间有一夹角(轴交角)分别为工件和刀具的分圆螺旋角。
工件与刀具螺旋方向相同时为十,相反时为一。图中为一把右旋剃齿刀剃削一左旋齿轮的情况,剃齿时剃齿刀作高速回转并带动工件一起回转。在啮合点 P ,剃齿刀圆周速度为V刀,工件的圆周速度为Vェ,它们都可以分解为垂直螺旋线齿面的法向分量( V 刀法和 V 工法)和沿螺旋面的切向分量(V刀切和V工初)。

因啮合点的法向分量必须相等,即V刀法= V工法,而两个切向分量却不相等,因而产生相对滑动。因为剃齿刀齿面上开有小槽,就产生了切削作用,相对滑动速度就成了切削速度。
从上式可以看出,剃齿的切削速度与轴交角有关,轴交角愈大,切削速度愈高。当轴交角等于0度时,切削速度为零,即没有切削能力了。故剃齿最基本的条件是剃齿刀与工件轴线间必须构成轴交角。剃齿时剃齿刀和齿轮是无侧隙双面啮合,剃齿刀刀齿的两侧面都能进行切削。
当工件旋向不同或剃齿刀正反转时,刀齿两侧切削刃的切削角度是不同的。为了使齿轮的两侧都能获得较好的剃削质量,剃齿刀在剃齿过程中应交替地进行正反转动。
图中所示的剃齿方法,工作台往复进给运动方向与被剃齿轮轴线相平行,称为轴向剃齿,在生产中应用比较广泛。此外,根据其工作台进给运动方向的不同还有对角剃齿、切向剃齿、径向剃齿等方法,其具体内容可参阅有关专著。

剃齿是非淬火齿轮的精加工方法。有时也用于淬硬齿形的半精加工。但要注意,通常剃齿只能安排在淬火之前进行。由于剃齿是一种利用剃齿刀与被剃齿轮作自由啮合进行成加工的方法,剃齿刀与齿轮间没有强制性的啮合运动。
所以剃齿后齿轮的运动精度不会明显提高,但工作平稳性精度和接触精度有较大改善,齿轮表面粗糙度值明显减小。轴向剃齿剃齿生产率高,一般只要2~4min便可加工完一个齿轮,剃齿加工的成本平均要比磨齿低90%。在大批大量生产中加工中等模数7~6级精度的非淬硬齿面的齿轮,剃齿是最常用的精加工方法。

剃前齿轮硬度在33~52HRC范围时,剃齿刀校正误差的能力最好。如果齿轮材质不均匀,含杂质或韧性过大,会引起剃齿刀滑刀或啃刀,最终会影响剃齿的齿形及表面粗糙度。
剃齿前的齿轮应有一定的精度。適常剃齿后的精度只能比剃齿前的精度提高一级。因为剃齿对公法线长度变动 AF 。不能修正,故剃前齿轮的 AF 值不应低于剃齿后的要求。前面已经介绍插齿的运动精度比滚齿差,因们儿对公法线长度变动量 AE 要求严的齿轮多应安排滚剃加工较好。
剃齿余量的大小,对剃齿质量和生产举均有较大影响。余量不足时,剃前误差及齿面缺陷不能全部去除;余量过大,剃齿效率低,刀具蘑损快,剃齿质量反而下降,选取剃齿余量时,可参考表4-7而和诗を但能以齿全身轮
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论