
24小时咨询热线:13697432957
联系人:熊先生
手 机:13697432957
电 话:13697432957
地 址:广州市天河区华观路1963号天虹科技园
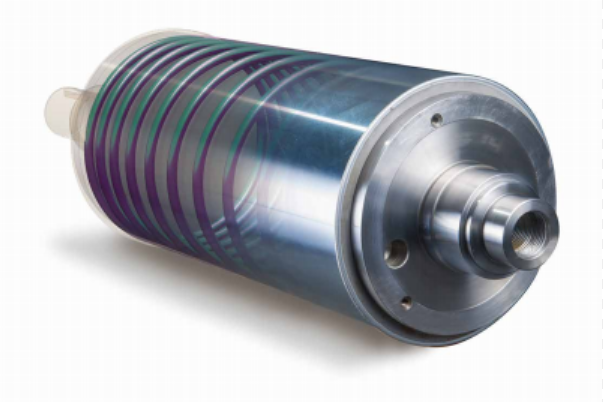
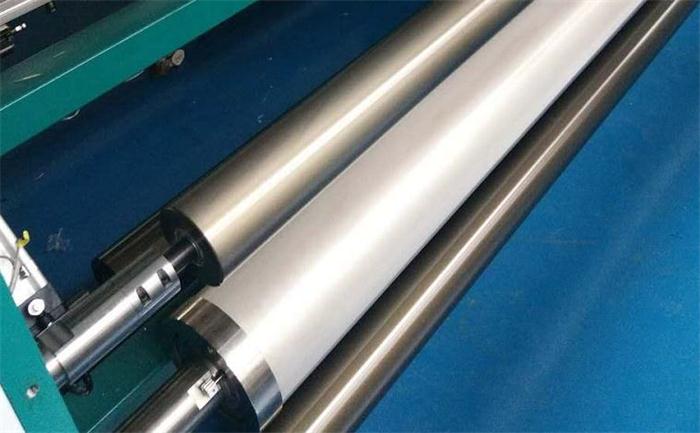
气胀轴在加工过程中工序顺序安排原则有讲究,只有这样才能提高生产效率和保证产品质量。那气胀轴加工工序究竟有哪些原则呢,应重点掌握以下4点原则。
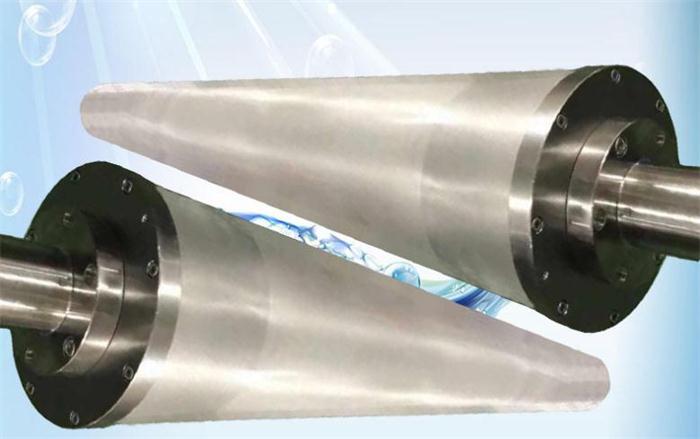
气胀轴工艺路线布置的加工面应选择后续工序作为精准基准的表面,然后用基准面定位加工其他表面。例如,第一个轴部件这个过程通常是心孔中钻头端面,然后用中心孔固定; 处理其他表面。另一个例子是,箱体零件通常首先在参考平面上加工两个小孔,然后在另一面加工两孔作为精基准,再选择加工其他平面。

当气胀轴加工时零件上选一个大平面作为定位基准时,一般选择先加工平面,然后再通过平面定位加工孔,以确保孔与平面之间的位置精度位置相对稳定,便于夹紧。同时,如果在空白表面钻孔,钻头很容易偏离。因此,在保证孔的加工精度之前,还应先加工平面,然后再加工平面上的孔。
当然,如果零件上没有较大的平面,则其装配基准和主要设计基准为其他表面。此时,上述第一原则可用于先处理其他手表表面。例如变速箱拨叉零件是先加工长孔:再加工端面等平面。

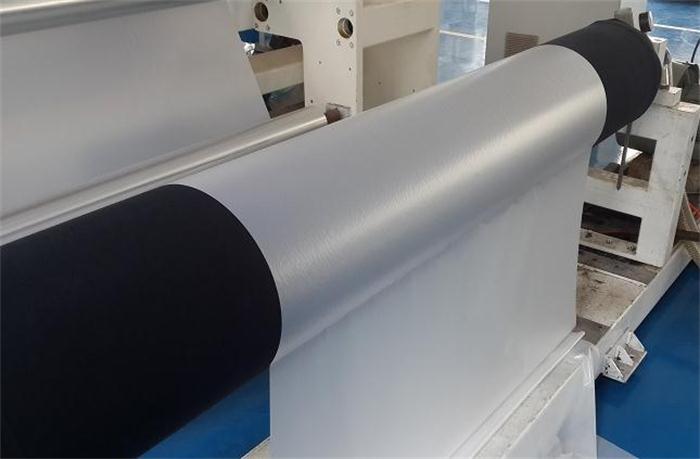
气胀轴零件上的加工一般可分为主表面和次表面两大类,主要表面通常是基准面和工作面,具有较高的位置精度要求;次要表面指那些需要的东西;表面吊装是指位置精细。
较小的辅助表面,如键槽、螺孔、紧固孔等。对整个零件工艺过程影响较小为了帮助表面,通常先处理主表面,然后通过主表面定位处理次要表面。对于整个过程,主表面一般安排在主表面最终精加工前。

通过以上几点,我们知道,对于气胀轴精度要求高的零件,应该加工的零件尤其不能忽视。粗加工阶段。这对于刚性较差的零件,要引起足够重视。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线


管理员
该内容暂无评论